VR207.2 - IGP-DURA®xal L-Typ
Tiefmattes Pulverlacksystem für den Architektur- und Industriebereich
Einleitung
IGP-DURA®xal ist ein tiefmattes dekoratives Pulverlacksystem, welches einerseits in hochwetterfester Fassadenqualität als Serie „4201“ (Qualicoat Zertifizierung Klasse 2) und andererseits in wetterfester Industriequalität als Serie „4601“ jeweils in UNI – oder mit Perlglimmereffekt angeboten wird. IGP-DURA®xal Effektpulverlacke werden generell für eine optimale Verarbeitungsstabilität im IGP Bonding- Verfahren einem weiteren Herstellungsprozess unterzogen, bei welchem die aussergewöhnlich feinen Effektpigmente an das „Pulverkorn“ angebunden werden. Grundsätzlich sind IGP-Beschichtungspulver mit Effektmitteln agglomeratfrei und erfüllen die Voraussetzung für eine problemlose und reproduzierbare Verarbeitung.
Bei den IGP-Effektpulverlacken werden im Wesentlichen fünf Verarbeitungsklassen von 1-STAR* bis 5-STAR***** unterschieden. Die Verarbeitungsklasse ihres Produktes erkennen Sie an den Sternen auf dem Gebindeetikett Ihres Pulverlackes.
Der Farbton
Sind die Anforderungen bzgl. Farbton und Effektgleichheit sehr hoch und werden die Bauteile direkt nebeneinander verbaut, so empfehlen wir, die für die Beschichtung des gesamten Auftrages benötigte Pulvermenge inkl. einer gewissen Reserve zu ermitteln und den gesamten Auftrag mit einer Produktionscharge zu beschichten. Dies gewährleistet eine gesicherte Farb- und Effektkonstanz bei der Beschichtung des gesamten Auftrages.
Vorbehandlung
Sind die Anforderungen bzgl. Farbton und Effektgleichheit sehr hoch und werden die Bauteile direkt nebeneinander verbaut, so empfehlen wir, die für die Beschichtung des gesamten Auftrages benötigte Pulvermenge inkl. einer gewissen Reserve zu ermitteln und den gesamten Auftrag mit einer Produktionscharge zu beschichten. Dies gewährleistet eine gesicherte Farb- und Effektkonstanz bei der Beschichtung des gesamten Auftrages.
Verarbeitung (allgemein)
Die Verarbeitung von IGP-DURA®xal kann mit allen am Markt befindlichen Korona-Pistolen mit elektrostatischer Aufladung in negativer Polarität bei einer Hochspannungseinstellung von 50 bis 80 kV erfolgen. IGP-DURA®xal lässt sich sehr gut elektrostatisch verarbeiten, kann aber in Abhängigkeit von Farbton und Formulierung bei Schichtdicken von >90 μm zu Rücksprüheffekten neigen.
Diese können durch eine Begrenzung des Pistolenstroms <10 μA reduziert, oder durch den Einsatz von Ableitringen (ionenarme Aufladung) vermieden werden. Für eine effiziente Verarbeitung von IGP-DURA®xal empfehlen wir Flachstrahldüsen.
Bei einer Beschichtung im Langhubbetrieb ist die Geschwindigkeit der Hubgeräte der Transportgeschwindigkeit anzupassen (abgestimmter Sinusverlauf Pistolen). Die Beschichtung im Kurzhubbetrieb verlangt eine Anpassung der Hubhöhe an den Pistolenzwischenabstand (abgestimmte Pistolenwendepunkte). Die im Teilautomatikbetrieb notwendige Handapplikation soll grundsätzlich als Vorbeschichtung durchgeführt werden. Bei beidseitig zu beschichtenden Objekten (z.B. Profilen) ist die Hauptsichtseite zuletzt zu beschichten. Eine Verarbeitung von IGP-DURA®xal mit Tribopistolen wird nicht empfohlen. Erfahrungsgemäss wird für eine effiziente Verarbeitung eine ungenügende tribo-elektrische Ladung erzielt.
Rückgewinnung
Bei Pulveranlagen mit Zyklonrückgewinnung werden feinste Pulver- und Effektpartikel im Zyklon nicht abgeschieden, sondern dem Pulverlack kontinuierlich entnommen. Diese Entnahme hat eine Verschiebung im Verhältnis Grundton zu Effekt zur Folge. In der Regel wird der Farbton dadurch dunkler.
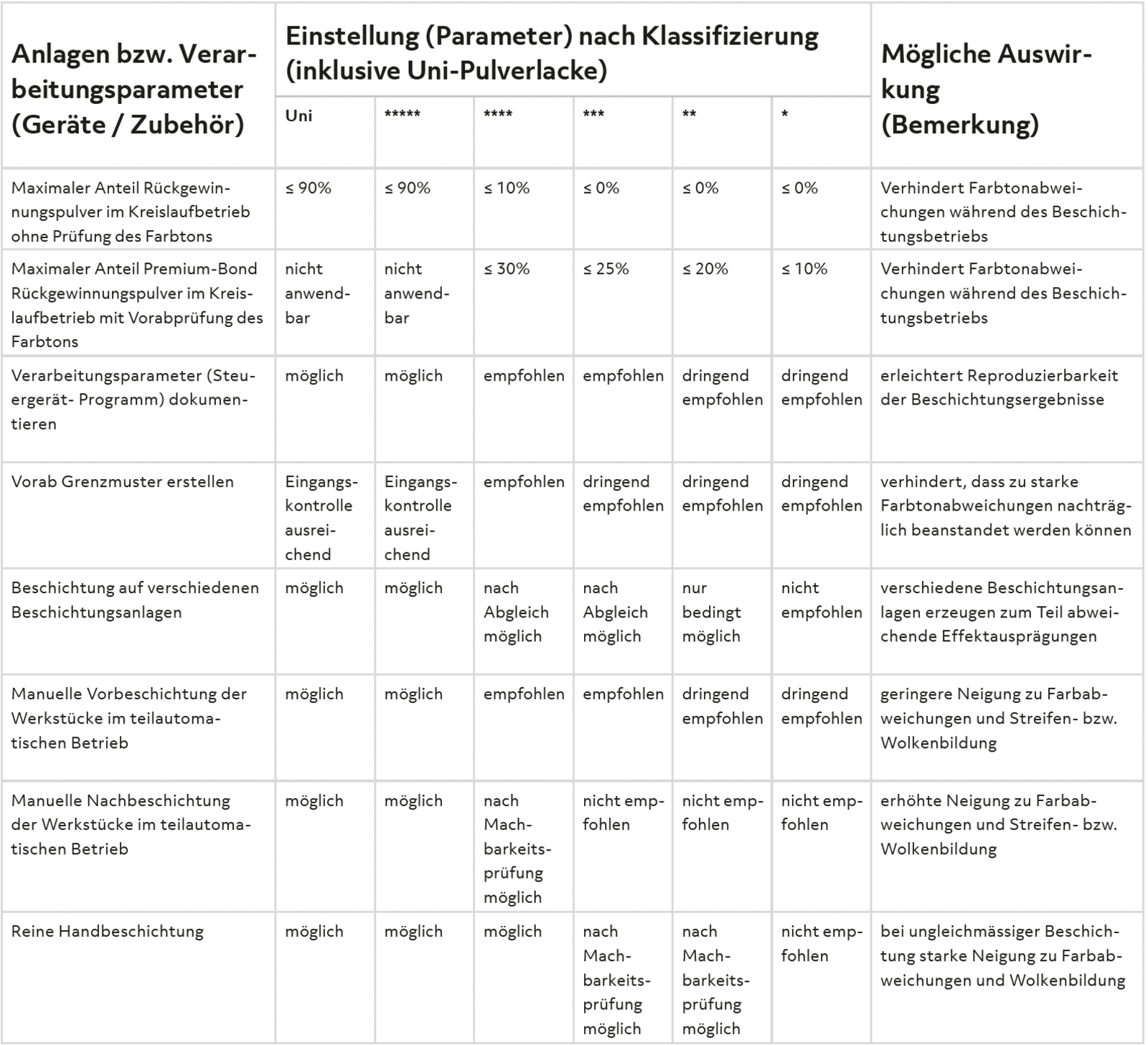
Im Handbeschichtungsbetrieb sollte die Verarbeitung von IGP-DURA®xal Effektpulverlack nur im reinen Verlustbetrieb ohne Rückgewinnung erfolgen, um Farbtonveränderungen durch Effektverluste auszuschliessen. Bei einer automatischen Beschichtung, mit entsprechender Losgrösse, kann, je nach Klassifizierung des Farbtons eine gewisse Menge an Rückgewinnungspulver zudosiert werden. Bitte beachten Sie hierzu die Tabelle am Ende des Dokuments.
Für diesen Fall empfehlen wir, vor Produktionsstart Grenzmuster zu erstellen und diese während der gesamten Produktion zur Kontrolle von Farbton und Effekt einzusetzen. Bei einer Abweichung von Farbton und Effekt ist der Anteil von Frischpulver dementsprechend zu erhöhen.
Für die Verarbeitung von IGP-DURA®xal ohne Effektmittel wird eine kontinuierliche Zudosierung von Frischpulver empfohlen.
Erdung
Bei der Verarbeitung von IGP-DURA®xal ist besonders auf eine ausreichende Erdung zu achten. Diese Massnahme trägt wesentlich zu einer gleichmässigen Konstanz des Erscheinungsbildes der Oberfläche bei.
Aufhängung der Teile
Die Aufhängung der Werkstücke ist vor der Beschichtung festzulegen (waagrecht oder senkrecht). Die Zwischenabstände der Beschichtungsobjekte innerhalb des Gehänges sowie die Abstände zwischen den Gehängen sollten einen möglichst geringen und gleichmässigen Abstand aufweisen. Bei grossen Abständen zwischen den Gehängen empfiehlt es sich, die Pistolen über eine Teileerfassung automatisch zu- bzw. abzuschalten.
Einbrennen
Bestimmt durch die tiefmatte Oberfläche und der einzigartigen Oberflächencharakteristik von IGP-DURA®xal werden schon geringe Unterschiede im Glanzgrad visuell sehr deutlich wahr genommen.
Hohe Aufmerksamkeit ist auf den Einbrennprozess zu legen, da dieser einen wesentlichen Einfluss auf die Höhe des Glanzgrades hat.
Prinzipiell ist eine gleichmässige Temperaturverteilung im Ofen Grundvoraussetzung, um eine gleichmassig tiefmatte Oberfläche über die gesamte Gehängebelegung zu erreichen. Die im Ofen vorherrschende Temperatur ist entscheidend für die Höhe des Glanzgrades. Eine Verminderung der vorgesehenen Objekttemperatur führt zu einer Erhöhung des Glanzgrades, eine Überschreitung zu einer Reduktion des Glanzgrades.
Zur optimalen Vernetzung und zur Sicherstellung des Glanzgrades von IGP-DURA®xal empfehlen wir, vor Produktionsbeginn ein Temperaturprofil des Einbrennofens mit einem Ofenmessgerät unter Produktionsbedingungen zu erstellen. Hierbei ist in Abhängigkeit der Stärke des zu beschichtenden Untergrundes die optimale Zeitkombination von Objekttemperatur und Haltezeit zu ermitteln.
Sollten sich Unregelmässigkeiten bezüglich Temperaturverteilung im Einbrennofen ergeben, so sind diese über die Luftführung oder über weiterführende Massnahmen unter Einbeziehung des Ofenbauers zu korrigieren. Das Einbrennen der beschichteten Objekte soll auf jeden Fall auf Basis der mit dem Ofenmessgerät ermittelten Zeitkombination von Objekttemperatur und Haltezeit unter Berücksichtigung der empfohlenen Einbrennbedingungen erfolgen.
Zur Erreichung des gewünschten tiefen Zielglanzgrades wird folgende Temperatur- und Zeitkombination empfohlen:

Werden Objekte eines Auftrages in unterschiedlichen Öfen eingebrannt, empfehlen wir, für jeden Einbrennofen ein Temperaturprofil mit einem Ofenmessgerät zu erstellen und die Einbrenntemperaturen der jeweiligen Öfen aufeinander abzustimmen.
Beständigkeiten und technische Daten
Diese sind den entsprechenden Technischen Merkblättern zu entnehmen.
Reinigung
- Die beschichteten Teile sind gemäss den Vorschriften RALGZ 632 oder SZFF 61.01 zu reinigen
- Bei Effektpulverlacken ist die Technische Information IGP TI 106 zu beachten
Mitgeltende Unterlagen
- Sicherheitsdatenblatt SD 110
- Technische Merkblätter IGP-DURA®xal 4201 undIGP-DURA®xal 4601
Empfehlungen zur Verarbeitung von IGP-DURA®xal 4201 und 4601
Die hier gegebenen Werte sind „Empfehlungen“. Bei der Verarbeitung von IGP-DURA®xal-Produkten müssen die Verarbeitungsparameter der Beschichtungsanlage an das jeweils zu verarbeitende Produkt angepasst werden.