VR207.2 - IGP-DURA®xal Typ L
Głęboko matowy system powłok proszkowych do zastosowań architektonicznych i przemysłowych
Wprowadzenie
IGP-DURA®xal to głęboko matowy dekoracyjny system farb proszkowych. Jest dostępny w wysokiej jakości architektonicznej odpornej na warunki atmosferyczne, jako seria 4201 (certyfikacja Qualicoat klasa 2) oraz w jakości przemysłowej odpornej na warunki atmosferyczne, jako seria4601. Obie serie występują w standardowych kolorach lub z efektami perłowymi na bazie miki.
Powłoki proszkowe IGP-DURA®xal z efektem podlegają dodatkowemu procesowi produkcyjnemu w celu zapewnienia optymalnej stabilności aplikacji: proces bondingu IGP. W ten sposób niezwykle drobne pigmenty efektowe są wiązane z cząsteczkami farby proszkowej, stanowiącej bazę powłoki.
Farby proszkowe IGP z dodatkami efektowymi nie zawierają aglomeratów i zapewniają bezproblemową, powtarzalną aplikację. Powłoki proszkowe IGP z efektem występują w pięciu głównych kategoriach aplikacji, od * do *****. Gwiazdki na etykiecie opakowania z farbą proszkową wskazują klasę aplikacji produktu.
Kolor
Jeżeli wymagania dotyczące koloru i równomiernego efektu są bardzo wysokie, a powlekane elementy konstrukcyjne zabudowywane są bezpośrednio obok siebie, zalecamy wyznaczyć ilość farby proszkowej potrzebną do pokrycia całego zlecenia z uwzględnieniem dodatkowej ilości na wykonanie wszystkich powłok farbą z jednej partii. Gwarantuje to jednakowy kolor i efekt podczas powlekania całego zlecenia.
Obróbka wstępna
W zależności od procesu przygotowania powierzchni, należy na bieżąco sprawdzać i ściśle przestrzegać zalecanych parametrów procesu podczas stosowania IGP-DURA®xal.
Czas trwania cyklu na linii przygotowania powierzchni – szczególnie w przypadku procesu płukania – nie może być za krótki. Tylko wtedy głęboko matowa charakterystyka powierzchni farby proszkowej nie zostanie zaburzona przez zanieczyszczenia powstałe podczas przygotowania powierzchni lub przez niedostateczny proces płukania.
Aplikacja (ogólne informacje)
IGP-DURA®xal można nakładać wszystkimi dostępnymi na rynku pistoletami typu Korona z ładowaniem elektrostatycznym o ujemnej polaryzacji, przy ustawieniu wysokiego napięcia od 50 do 80 kV. IGP-DURA®xal daje się bardzo dobrze aplikować w instalacjach z ładowaniem elektrostatycznym, w zależności od koloru i receptury może jednak mieć tendencję do jonizacji wstecznej przy grubości powłoki >90 μm. Można tego uniknąć przez ograniczenie prądu ładowania do <10 μA lub przez zastosowanie pierścieni odprowadzających jony (ładowanie niskojonowe). W celu zapewnienia wydajnej aplikacji IGP-DURA®xal zalecamy stosowanie płaskich dysz napylających.
Szybkość ruchu manipulatorów musi być dostosowana do prędkości transportu (dostosowany przebieg sinusoidalny pistoletów) podczas powlekania z wykorzystaniem manipulatorów o długim skoku. Wysokość skoku musi być dostosowana do odległości pomiędzy pistoletami (dostosowane punkty zwrotne pistoletów) podczas powlekania w trybie z krótkim skokiem manipulatora. Konieczną aplikację ręczną w trybie półautomatycznym należy zasadniczo ograniczyć do niezbędnego wstępnego domalowywania trudnych do pokrycia powierzchni. W przypadku elementów, które mają być powlekane po obu stronach (np. profili), główna powierzchnia widoczna powinna zostać pokryta na końcu. Nie zalecamy stosowania IGP-DURA®xal z wykorzystaniem pistoletów w technologii Tribo. Doświadczenia pokazały, że ładowanie trybostatyczne jest niewystarczające dla zapewnienia skutecznej aplikacji.
Odzysk
Ze względu na ilość niewykorzystanej mieszaniny farby i powietrza, odzyskanej przez układ separacji podczas aplikacji farb proszkowych z efektem IGP-DURA®xal, może dojść do nagromadzenia pigmentu efektowego, w przypadku odzysku filtrowego lub do redukcji pigmentu efektowego, w przypadku odzysku cyklonowego. W instalacjach lakierniczych z systemem odzysku opartym na cyklonie, najdrobniejsze cząsteczki farby proszkowej i cząsteczki odpowiedzialne za efekt nie są zawracane, są traktowane jako zanieczyszczenia i stale usuwane.
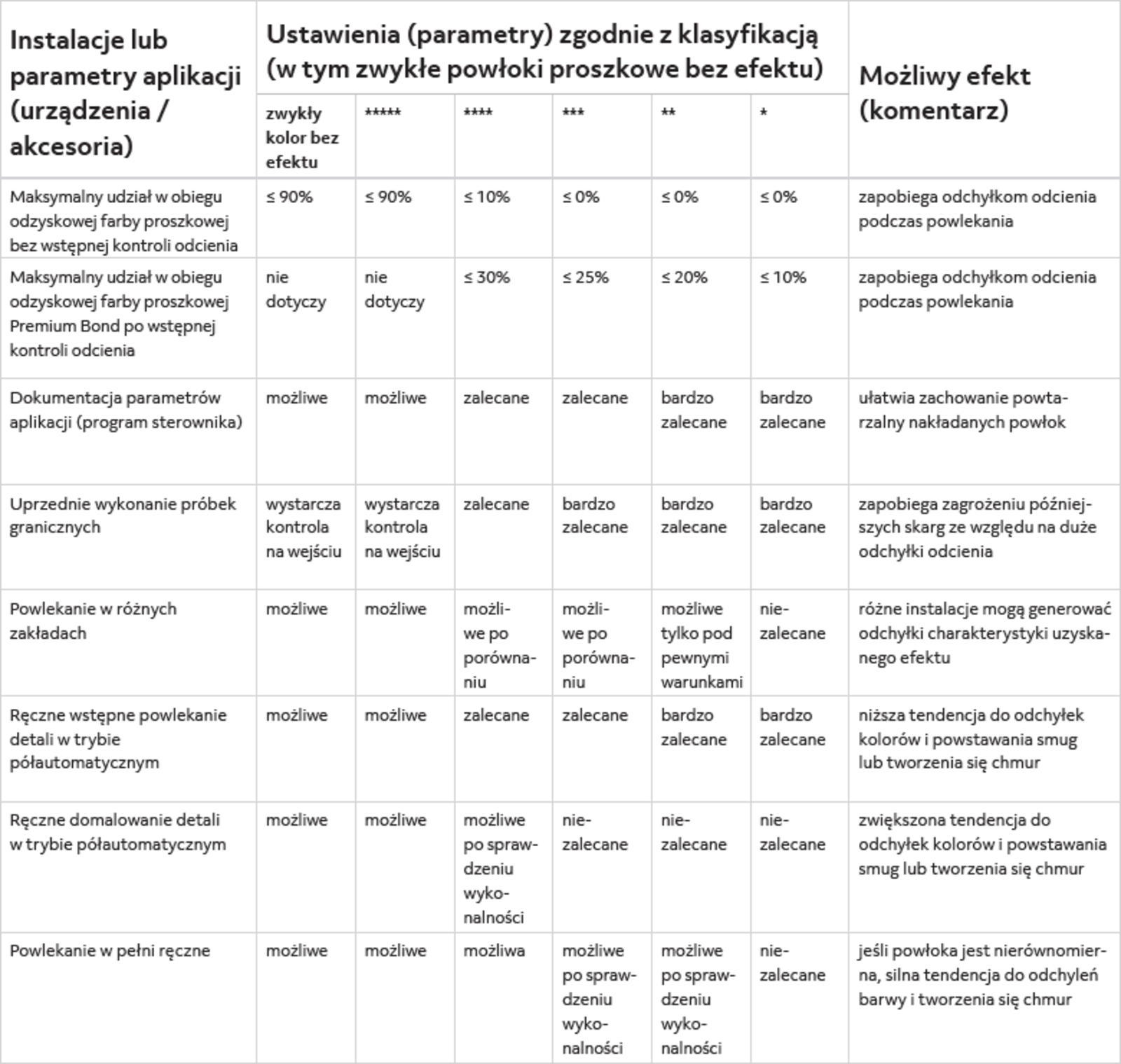
Taka separacja skutkuje zmianą proporcji efekt – kolor podstawowy. Z reguły powoduje to uzyskanie ciemniejszego odcienia koloru. W przypadku ręcznego powlekania farbę proszkową z efektem IGP-DURA®xal należy nakładać wyłącznie w trybie stratnym bez odzysku aby uniknąć zmian odcienia powodowanych utratą efektu. W przypadku powlekania automatycznego, możliwe jest dodanie pewnej ilości odzyskowej farby proszkowej przy odpowiedniej wielkości partii, w zależności od klasyfikacji odcienia. Szczegółowe informacje znajdują się w tabeli na końcu niniejszego dokumentu.
W takim przypadku zalecamy przed rozpoczęciem produkcji przygotowanie próbek granicznych i wykorzystanie ich przez całą produkcję w celu kontroli koloru i efektu. Jeśli kolor i efekt różnią się, należy zwiększyć odpowiednio ilość świeżej farby proszkowej. W przypadku aplikacji IGP-DURA®xal bez dodatku efektowego, zalecamy stałe dozowanie świeżej farby proszkowej.
Uziemienie
Podczas aplikacji farby proszkowej IGP-DURA®xal, należy zwrócić szczególną uwagę na dostateczne uziemienie. Zagwarantuje to jednolity wygląd powierzchni.
Zawieszenie detali
Przed rozpoczęciem powlekania należy określić sposób zawieszenia malowanych detali (poziome lub pionowe). Odstępy pomiędzy powlekanymi elementami w obrębie zawieszki oraz odstępy pomiędzy zawieszkami powinny być możliwie małe i równomierne. W przypadku dużych odstępów pomiędzy zawieszkami zaleca się automatyczne włączanie i wyłączanie napylania w aplikatorach za pomocą systemów rozpoznawania detali.
Utwardzanie
Ze względu na głęboko matową powierzchnię i wyjątkowy charakter powłoki IGP-DURA®xal, nawet niewielkie różnice w stopniu połysku są wyraźnie widoczne.
Równomierny rozkład temperatury w piecu jest podstawowym warunkiem uzyskania jednorodnej, głęboko matowej powłoki na wszystkich powierzchniach pokrywanych detali. Obniżenie temperatury detalu prowadzi do zwiększenia stopnia połysku, natomiast przekroczenie przewidzianej temperatury detalu powoduje zmniejszenie stopnia połysku.
W celu zapewnienia optymalnego sieciowania i odpowiedniego stopnia połysku IGP-DURA®xal, zalecamy przed rozpoczęciem produkcji wykonanie w warunkach produkcyjnych profilu temperaturowego pieca lakierniczego za pomocą specjalizowanego miernika temperatury. W zależności od grubości przeznaczonych do powlekania podłoży, należy ustalić optymalną kombinację temperatury detalu i czasu utwardzania.
W przypadku wystąpienia nieprawidłowości w rozkładzie temperatur, należy je skorygować za pomocą regulacji przepływu powietrza lub innych środków w porozumieniu z producentem pieca. Utwardzanie polakierowanych detali, powinno w każdym przypadku odbywać się w oparciu o kombinację temperatury detalu i czasu utwardzania wyznaczoną za pomocą miernika temperatury z uwzględnieniem parametrów zalecanych przez IGP.
W celu uzyskania wymaganego głęboko matowego stopnia połysku, zaleca się poniższą kombinację temperatury i czasu:

Odporność i dane techniczne
Informacje te można znaleźć w odpowiednich kartach informacji technicznych.
Czyszczenie
- Powlekane elementy należy czyścić zgodnie z przepisami RALGZ 632 lub SZFF 61.01
- W przypadku farb proszkowych z efektem należy uwzględnić Informację techniczną IGP TI 106
Obowiązująca dokumentacja
- Instrukcja bezpieczeństwa produktu SD 110
- Informacja technicznaIGP-DURA®xal 4201 i IGP-DURA®xal 4601
- TI 000 klasyfikacja powłok proszkowych z efektem
Zalecenia odnośnie aplikacji IGP-DURA®xal 4201 i 4601
Podane wartości są jedynie wartościami zalecanymi. W przypadku aplikacji produktów IGP-DURA®xal należy każdorazowo dostosować parametry urządzeń lakierniczych do produktu, przeznaczonego do powlekania.

Zalecenia odnośnie aplikacji IGP-DURA®xal 4201 i 4601
Podane wartości są jedynie wartościami zalecanymi. W przypadku aplikacji produktów IGP-DURA®xal należy każdorazowo dostosować parametry urządzeń lakierniczych do produktu, przeznaczonego do powlekania.