VR201.1 - IGP Beschichtungspulver mit
Perlglimmereffekt
Verarbeitung von IGP Effektpulverlacken hergestellt im Mica- oder Premium- Verfahren.
Einleitung
Effektpulverlacke mit Perlglimmereffekt stellen im Vergleich zu Uni-Pulverlacken weitaus höhere Ansprüche an die Verarbeitung. Hinsichtlich ihrer Verarbeitung gilt prinzipiell: Je dunkler ein Effektpulver, je höher der Effektanteil und je feiner das Effektpigment, desto höhere Ansprüche werden an die Verarbeitung gestellt. Bei der Verarbeitung von Effektpulverlacken haben die Auslegung der Beschichtungsanlage und die Applikationsparameter einen wesentlichen Einfluss auf das Beschichtungsergebnis. Fehler führen zu Farbton- und Effektunterschieden und erzeugen ein uneinheitliches Beschichtungsergebnis. Um den Anwendern eine Hilfestellung bei der fehlerfreien Verarbeitung von IGP Effektpulverlacken zu geben, wurde die Verarbeitungsrichtlinie VR 201.1 verfasst. Bei den IGP Effektpulverlacken werden im Wesentlichen fünf Verarbeitungsklassen, von 1-STAR* bis 5-STAR***** , unterschieden. Die Verarbeitungsklasse Ihres Produktes erkennen Sie an den Sternen auf dem Gebindeetikett Ihres Pulverlackes.
Auftragsorganisation
Eine Charge – eine Applikationsanlage
Werden die Bauteile direkt nebeneinander verbaut, so empfiehlt IGP die für die Beschichtung des gesamten Auftrags benötigte Pulvermenge zu ermitteln sowie eine gewisse Reserve einzuplanen und den gesamten Auftrag mit einer gefertigten Charge zu beschichten. Dies minimiert Farb- und Effektunterschiede bei der Beschichtung des kompletten Auftrags.
Die Erfahrungen haben gezeigt, dass die Applikation mit Geräten verschiedener Hersteller (bedingt durch unterschiedliche Kennlinien der Hochspannungserzeuger) differierende Ergebnisse bezüglich Farbton und Effektausbildung ergeben.
Elektrostatikparameter wie z. B. die Höhe der eingestellten Hochspannung, die Einstellung der Strombegrenzung (μA), der Einsatz von Ableitringen sowie die Verarbeitung von Effektpulverlacken mit gegensätzlicher Polarität (Tribo-Beschichtung: Polarität positiv, Korona-Beschichtung: Polarität negativ) beeinflussen die Farbton- und Effektausbildung signifikant.
Die Beschichtungskabine ist eine weitere Einflussgrösse. Im Gegensatz zu Stahlkabinen wird bei Kunststoff- und Glaskabinen ein Abfliessen von elektrostatischer Ladung durch isolierende Kabinenwände verhindert. Die Folge sind unterschiedliche Beschichtungsresultate hinsichtlich Farbton und Effektausbildung.
Das Bearbeiten eines Auftrags in verschiedenen Kabinentypen ist zu vermeiden. Beim Bearbeiten einer bestimmten Kommission dürfen an der Beschichtungsanlage keine Änderungen der Verarbeitungs- bzw. der Applikationsparameter vorgenommen werden. Einmal als optimal ermittelte Anlagendaten bzw. Applikationsparameter müssen dokumentiert und unbedingt eingehalten werden. Diese Vorgehensweise und Einstellungen der Parameter müssen auch bei der Beschichtung von Folgeaufträgen eingehalten werden.
IGP empfiehlt dringend die Herstellung von Grenzmustern zur Prüfung auf Übereinstimmung mit dem bestellten Farbton (Eingangskontrolle!) sowie zur Überwachung von Farbton- und Effektbild während der gesamten Produktion. Eine Überprüfung auf etwaige Abweichung von den Toleranzgrenzen muss bei geeigneten Lichtverhältnissen vor der Auslieferung beschichteter Teile erfolgen (Ausgangskontrolle).
Lassen sich Beschichtungen auf verschiedenen Anlagen nicht vermeiden, oder stellt die Geometrie hohe Anforderungen an den Applikationsprozess, so empfehlen wir unbedingt den Einsatz von Effektpulverlacken der IGP-Effectives® Serie.
Verarbeitung
Eine automatische Beschichtung ist einer manuellen Beschichtung immer vorzuziehen. Eine im Teilautomatikbetrieb notwendige Handapplikation soll grundsätzlich immer als Vorbeschichtung durchgeführt werden.
Bei einer reinen Handbeschichtung ist, bedingt durch einen ungleichmässigen Pulverauftrag, mit Farbton- und Effektschwankungen sowie Wolkenbildung zu rechnen. Die Handbeschichtung muss daher auf jeden Fall mit den Ergebnissen der Automatikbeschichtung abgestimmt werden. Bei beidseitig zu beschichtenden Objekten (z. B. Profilen) ist die Hauptsichtseite zuletzt zu beschichten.
Die Verarbeitung von Beschichtungspulver mit Perlglimmereffekt sollte grundsätzlich mit Korona-Pistolen mit elektrostatischer Aufladung in negativer Polarität ohne Ableitringe erfolgen.
Produktabhängig variieren die Sprühabstände zwischen Objekt und Pistole zwischen 300 und 400 mm.
Rückgewinnung
Bei Pulveranlagen mit Zyklonrückgewinnung werden feinste Pulverkörner und Effektpartikel im Zyklon nicht abgeschieden und dem Pulver kontinuierlich entnommen. Diese Entnahme hat eine Verschiebung im Verhältnis der Effektpartikel zum Grundton zur Folge. Um Farbtonveränderungen durch Effektverluste während der Beschichtung völlig auszuschliessen, kann die Verarbeitung von Perlglimmerprodukten nur im reinen Verlustbetrieb ohne Rückgewinnung erfolgen.
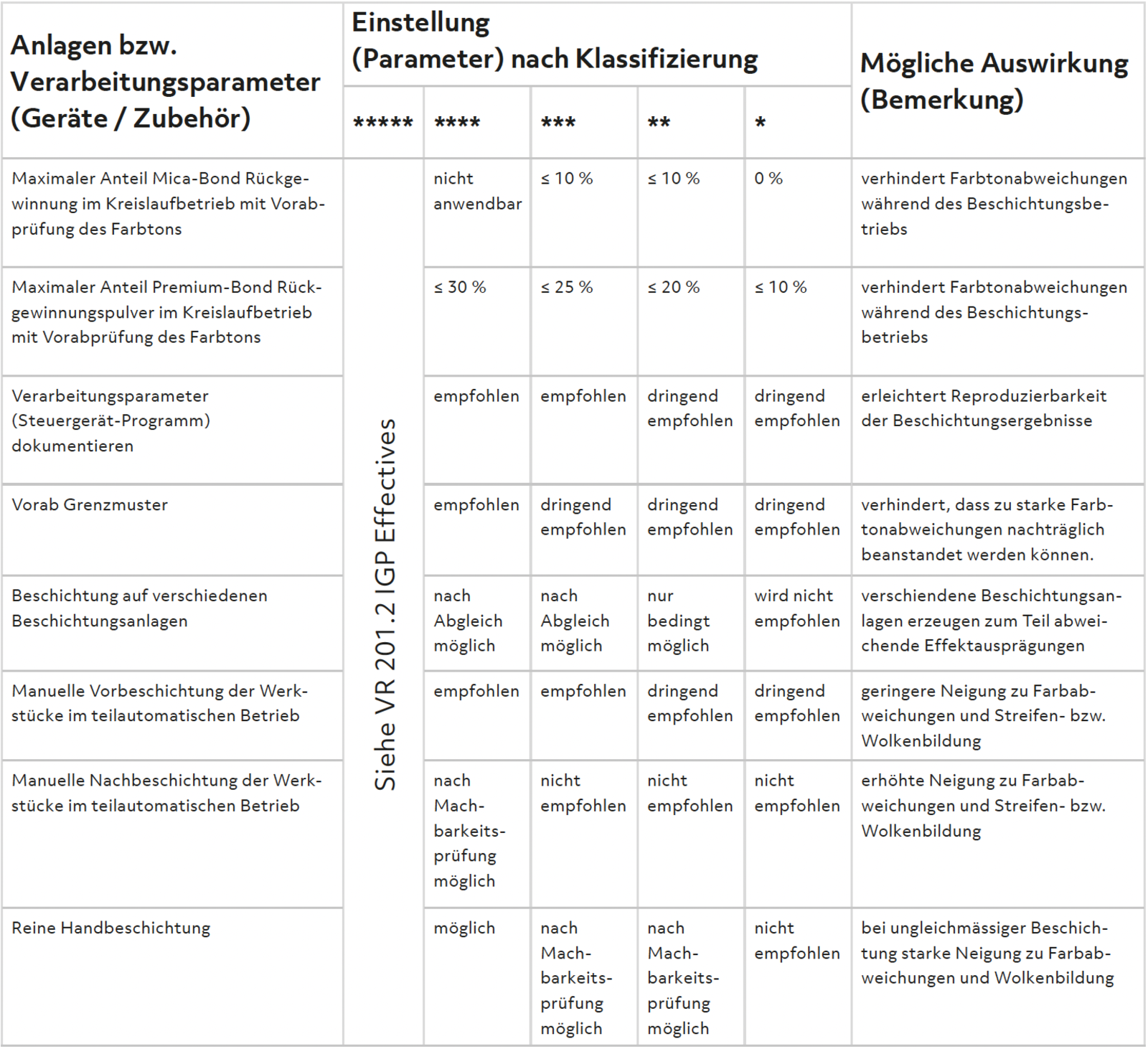
Bei einer automatischen Beschichtung mit entsprechender Losgrösse kann je nach Klassifizierung des Farbtons eine gewisse Menge an Rückgewinnungspulver zudosiert werden. Bitte beachten Sie hierzu die Tabelle am Ende des Dokuments. Für diesen Fall empfiehlt IGP, vor Produktionsstart Grenzmuster zu erstellen und diese während der gesamten Produktion zur Kontrolle von Farbton und Effekt einzusetzen. Bei einer Abweichung von Farbton und Effekt ist der Anteil von Frischpulver entsprechend zu erhöhen.
Empfohlen wird, schon vor Beschichtungsbeginn einen Teil des Pulvers durch die Rückgewinnung zu fördern, um bereits während der Beschichtung des ersten Objekts ein stabiles Gemisch aus Frisch-und Rückgewinnungspulver einzusetzen.
Werden sehr hohe Ansprüche an die Stabilität des Effektbildes gestellt oder ist durch die Geometrie der Bauteile ein hoher Anteil an Overspray zu erwarten, so empfehlen wir den Einsatz von IGP-Effectives®. Die spezielle Herstellung dieses Pulvertyps ermöglicht den Einsatz von bis zu 90 % Rückgewinnungspulver.
Wartung und Reinigung der Anlage
Um die Reproduzierbarkeit von Beschichtungsergebnissen an der Beschichtungsanlage zu gewährleisten, müssen an der gesamten Anlage die vom Hersteller empfohlenen Wartungsarbeiten zum Austausch von Verschleissteilen in den dafür vorgesehenen Intervallen durchgeführt werden. Diverse Funktionsprüfungen, wie z. B. das Überprüfen der Hochspannung, müssen in regelmässigen Abständen erfolgen.
Aufhängung der Teile
Die Aufhängung der Werkstücke ist vor der Beschichtung festzulegen (waagrecht oder senkrecht). Die Zwischenabstände der Beschichtungsobjekte innerhalb des Gehänges sowie die Abstände zwischen den Gehängen sollten einen möglichst geringen und gleichmässigen Abstand aufweisen. Bei grossen Abständen zwischen den Gehängen empfiehlt es sich, die Pistolen über eine Teileerfassung automatisch zu- bzw. abzuschalten. Zusätzlich ist darauf zu achten, dass stets möglichst ähnliche Werkstücke zusammen beschichtet werden.
Einbrennen
Unterschiedliche Einbrenntemperaturen und Aufheizgeschwindigkeiten der Teile müssen vermieden werden, ebenso wie dick- und dünnwandige Teile nicht durcheinander beschichtet werden dürfen. Das empfohlene Einbrennfenster ist unbedingt einzuhalten.
Erdung
Bei der Verarbeitung von Beschichtungspulvern mit Perlglimmereffekt ist besonders auf eine ausreichende Erdung zu achten. Diese Massnahme trägt wesentlich zu einer gleichmässigen Konstanz der Farbton- und Effektausbildung bei.
Mitgeltende Unterlagen
Empfehlungen zur Verarbeitung von IGP Perlglimmereffekten
Die hier gegebenen Werte sind Empfehlungen. Bei der Verarbeitung von Perlglimmerprodukten müssen die Verarbeitungsparameter der Beschichtungsanlage an das jeweils zu verarbeitende Produkt angepasst werden.